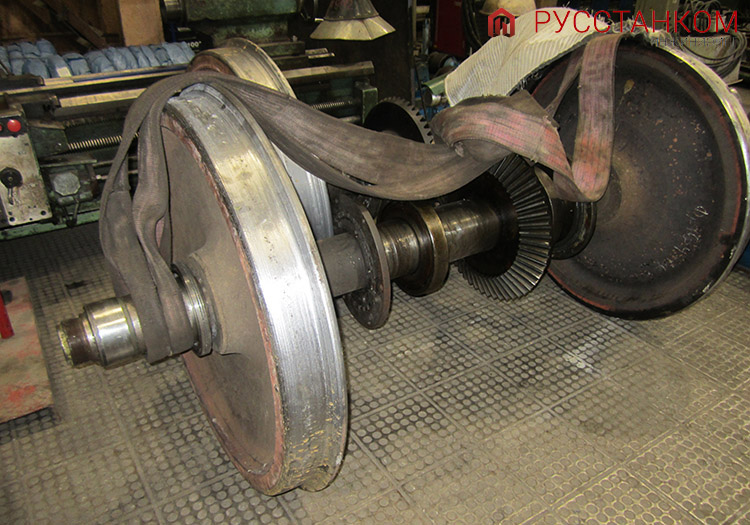
Первым делом провели наплавку колесных пар на наплавочной установке.


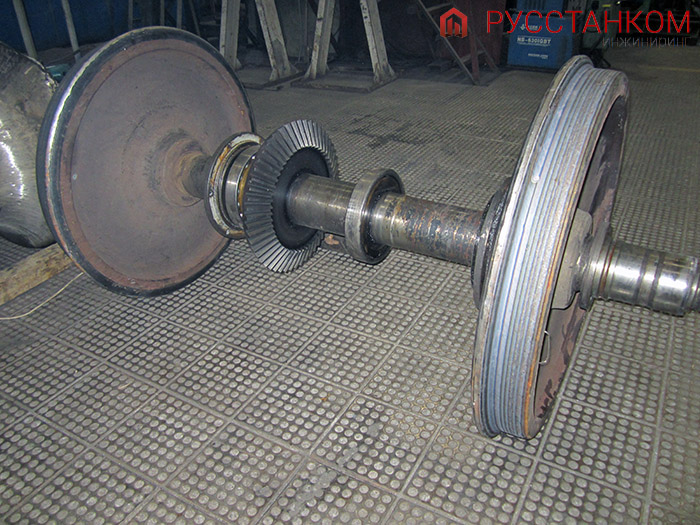
Заказчик, с целью экономии денежных средств, после наплавки колесные пары забрал к себе на производство для проточки на токарном станке, затем снова привез к нам. Как видно из фото качество поверхности после мехобработки было низким.

Затем мы приступили к плазменной закалке. Она проводилась в автоматическом режиме установкой УДГЗ-200 смонтированной на наплавочную установку.


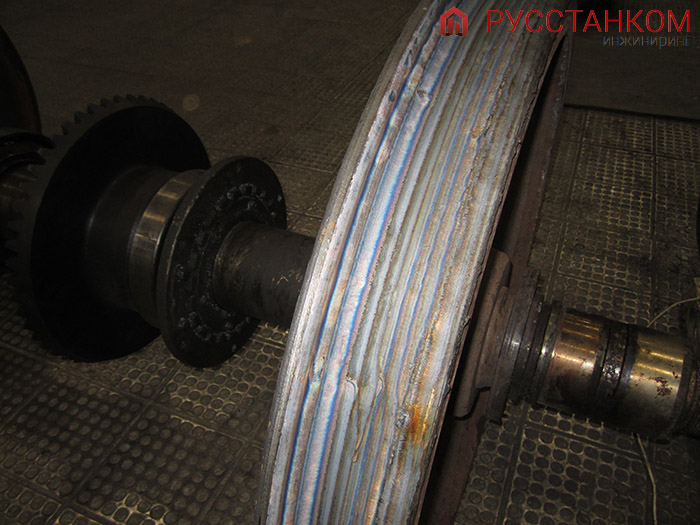
По окончанию работ провели замеры твердости (использовался твердомер УЗИТ-3), результат HRC45...47.